 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Ring oss
+86-13780696467
Send oss en e-post
sales@qdcomrise.com

Hjem
>
Produkter > HDPE spiralrørmaskin
> HDPE hulvegg vikle rørmaskin
>
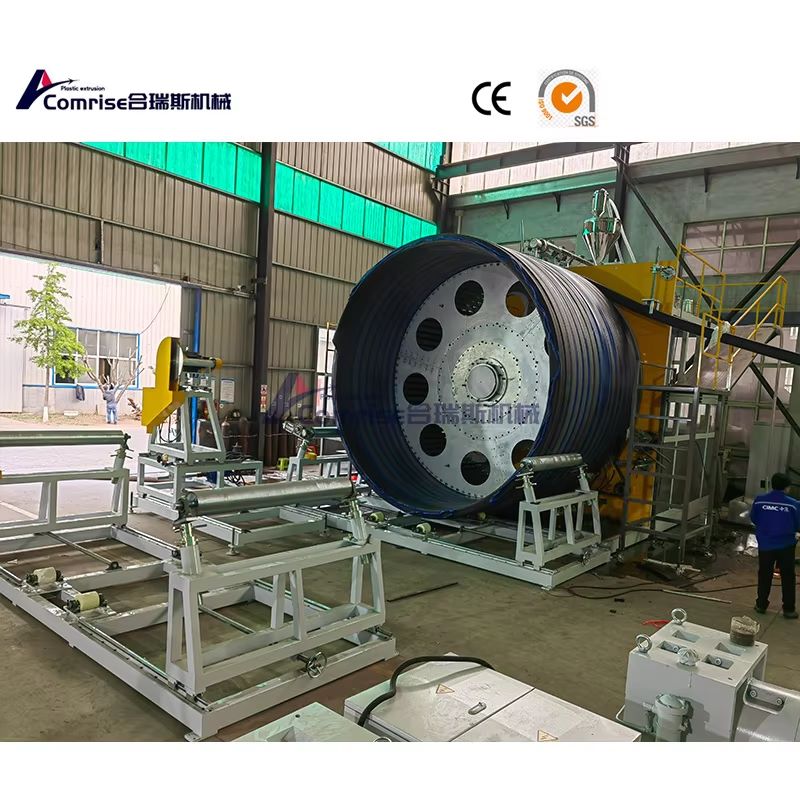
Hul veggviklingsrørmaskinlinje






Hul veggviklingsrørmaskinlinje
Comrise China Fasctory Supply HDPE Hollow Wall -innpakket rør har blitt brukt med hell som dreneringsrør for å erstatte sementrør og støpejernsrør, og har brede markedsutsikter. Vårt firma er en autoritativ produsent av stor diameter hule veggviklingsrørproduksjonslinjer i Kina, hul veggviklingsrørmaskinlinje med sterke tekniske fordeler og rik erfaring med å implementere produksjon og installasjon. Utstyrets design er avansert, konfigurasjonen er avansert, operasjonen er pålitelig, levetiden er lang, og utgangen til den samme modellen er langt høyere enn bransjenivået. Spesielt for modeller med ultra stor diameter, har vi rik erfaring og kan imøtekomme behovene til store high-end kunder hjemme og i utlandet. Resultatindikatorene på produksjonslinjen har nådd det internasjonale ledende nivået.
Send forespørsel
produktbeskrivelse
Comrise Hollow Wall Winding Pipe Machine Line produserer hovedsakelig HDPE+PP strukturelle veggspiralrør med indre diametre fra 200 mm til 4000 mm ved å erstatte forskjellige størrelser på spindler, med forskjellige ringstivhet. Vi er Kina Top Machine Factory
1. Produksjonsprosess:
Den materielle formelen for hul veggviklingsrør er hovedsakelig sammensatt av HDPE resirkulert materiale, polyestermateriale, fluksemiddel, tørkemiddel og svart masterbatch.
Formeldosen er: HDPE resirkulert materiale 80-90 kg, polyestermateriale 10-20 kg, hjelpefluks 3-4 kg, tørkemiddel 4-5kg og svart masterbatch 4-5 kg, kalsiumkarbonat 80-90 kg, kalsiumkarbonat 800 mesh, smørant 2-3-3k.
Røregenskaper:
Hul veggviklingsrørmaskinlinje bruker polyetylen med høy tetthet som hoved råstoff og tar i bruk svingete støpingsteknologi. Det har egenskapene til glatte indre og ytre rørvegger, lav friksjonsmotstand, syre- og alkali -motstand, korrosjonsbestandighet, ikke -toksisitet, kompresjonsresistens og motstand mot aldring. Levetiden er over 50 år, lett å konstruere og lave tekniske kostnader. Det har blitt en erstatning for sementrør, støpejernsrør og glassrør i Kina, og vi er en god leverandør
2. Behandlingsteknologien for hule veggpakkede rør er som følger.
1) Bland råvarene og rør jevnt
2) oppvarme rørets ekstruder, tilsett det jevnt blandede materialet i rørets ekstruder, oppvarme det smeltede materialet og ekstruderer materialet fra formen;
3) Vakuum som danner rørene ekstrudert av rørekspor, etterfulgt av vannkjøling;
4) De spesielle formede strukturprofilene ekstrudert fra ekstruderformen er jevnt pakket rundt rullestøtten i den forhåndsbestemte posisjonen, og PE-smeltet materiale er ekstrudert synkront for å sveise de spesielle formede strukturprofilene til en helhet, og sikrer den høye kvaliteten på strukturveggrørets sveis.
5) det kontinuerlige sprøytesystemet i den svingete formingsmaskinen avkjøles og stivner bindingspunktene;
6) Kutt i henhold til den forhåndsbestemte lengden.
7) Behandlingsteknologiegenskapene til hule veggviklingsrør er at temperaturen på det smeltede limet ekstrudert av smelteekstruderen er 10-20 grader høyere enn smeltetemperaturen på profilen.
3. kan produsere rør med forskjellige nivåer av ringstivhet;
4. kan gi effektive ekstruderere med en enkelt skrue (ved hjelp av pellets) og energisparende koniske tvillingskrue ekstrudere (ved hjelp av pulver eller pellets);
5. Fullstendige modellspesifikasjoner, i stand til å produsere DN200-DN4000 hule veggrør og DN315-1000 brønnhullsrør;
6. Rørledningskarakteristikker: De indre og ytterveggene er glatte, og det er et hult lag mellom dem.

7. Søknad:
Mye brukt i drenering og avløpsrørledninger i felt som motorveier, kommunal konstruksjon, boligområder, idrettsbaner, firkanter, gruver, landbrukskulverter, broer, etc.
fordel
Den optimale prosessen for å produsere spiralsårrør med store diameter
Hul veggviklingsrørmaskin Linediameter: DN200mm - DN4000mm.
Størrelsen kan lages i henhold til forskjellige former.
Gi et komplett sett med produksjonsutstyr og nøkkelferdige prosjekter.
3-års garanti og all levetid etter salgstjeneste
Dhina Top Factory
Få et tilbud nå
Hot Tags: Hul veggviklingsrørmaskinlinje, Kina, produsent, leverandør, fabrikk, tilpasset, billig, kvalitet
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.





X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring
Nyheter
 50-250 mm høyhastighets hdpe rørmaskin signer kontrakt med europeisk kunde2024/04/15
50-250 mm høyhastighets hdpe rørmaskin signer kontrakt med europeisk kunde2024/04/15Comrise-maskineri spesialisert på produksjon og forsyning av høyhastighets HDPE-rørmaskiner. Den spesiallagde HDPE-rørmaskinen kan lage rør fra minimum 16 mm opp til 1600 mm diameter. Med rask leveringstid på 30 dager en pe pipe produksjonslinje, og god ettersalgsservice, kan de sende erfarne ingeni......
 Anhui-kunde bestilte enkeltlags MPP kraftrørmaskinproduksjonslinje 1. april 2024 år, rørdiameter 75-250 mm.2024/04/07
Anhui-kunde bestilte enkeltlags MPP kraftrørmaskinproduksjonslinje 1. april 2024 år, rørdiameter 75-250 mm.2024/04/07Comrise høykvalitets MPP kraftrørmaskin har en 75/38 høyeffektiv enkeltskrue ekstruder, en 160kw motor, en 800G tørkemater, en maskinhodedyse, en kjernedyse, en dimensjoneringshylse, en 9 meter vakuumvanntank , og to 9-meters sprøytevannstanker. Den består av en firespors traktor, en sponfri planets......